With the rapid development of the construction industry, large-scale and large-scale buildings have been built in large numbers. As an indispensable vertical transportation machine in building construction, tower cranes are increasingly used due to their advantages of working height and long transportation distance. The boom is one of the key components of the tower crane. Most of the booms are made up of isosceles triangles. They are usually welded into a truss structure with a web, a top chord, two lower chords, joints and ear plates. The rod is connected by the inclined web, and the inclined web is regarded as an important tension and compression rod. The manufacturing process is very important, which is related to the quality of the whole arm and affects the safety and life of the whole tower crane. In order to improve product quality, increase production efficiency and improve economic efficiency, the tower crane die has been improved several times.
1. Before the improvement
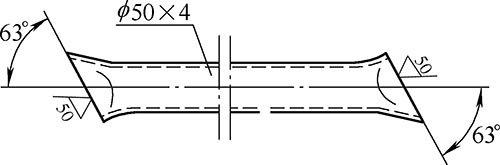
Take a die that is mainly adapted to the shape of a diagonal mast of a small and medium-sized tower crane (see Figure 1) as an example. The material is 20 steel, and the design requirements are: end shape and size. According to the requirements, the punching and shearing die shown in Fig. 2 is designed, which is composed of the upper die fixing plate, the upper die rotating plate, the guiding pillar guiding sleeve, the upper blade, the lower blade, the lower die rotating plate and the lower die fixing plate. The punching angle of the die can be freely adjusted according to the angle of the inclined web, and the punching effect is shown in Fig. 3.
figure 1
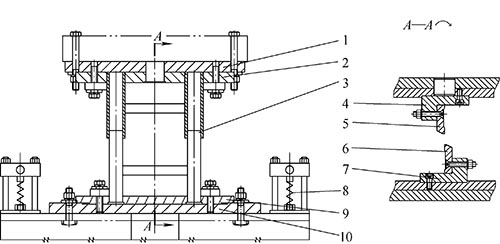
figure 2
1. Upper mold fixing plate 2. Upper mold rotating plate 3. Guide post guide sleeve 4. Upper knife plate 5. Lower blade plate 6. Lower die rotating plate 7. Lower die fixing plate
The processing technology of the web is: shear forming → grinding the two ends (the two ends are blunt). The disadvantage of this processing technology is that the two ends of the web need to be repaired and blunt, the workload is large, the dust is large, and the cost is high (the grinding piece needs to be repaired).
image 3
2. Improved die
In order to make the boom oblique bar a one-time punching and forming without grinding, the improved punching and cutting die shown in Fig. 4 was designed and manufactured. The die adopts the shearing machine mode, and the upper and lower blades are improved. The upper mold fixing plate, the upper mold rotating plate, the guide post guide sleeve, the upper blade fixing seat, the upper blade, the lower blade, the lower blade fixing seat, the pressing mechanism, the lower die rotating plate and the lower die fixing plate, and the like composition.
Figure 4
1. Upper mold fixing plate 2. Upper mold rotating plate 3. Guide post guide sleeve 4. Upper blade fixing seat 5. Upper blade plate 6. Lower blade plate
7. Lower blade fixing seat 8. Pressing mechanism 9. Lower die rotating plate 10. Lower die fixing plate
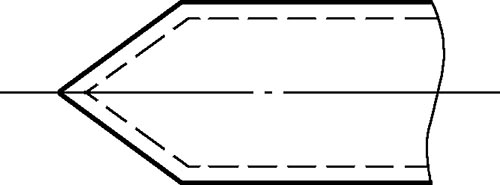
The improved web processing is direct punch forming (see Figure 5).
Figure 5
Image 6
3. Improved benefits
The use of the improved die has the following advantages:
(1) Process improvement. The improved mold omits the blunt process, which simplifies the process and has better weld penetration (see Figure 6).
(2) Increased efficiency. After punching and shearing, the two ends of the web need to be blunt with a grinding machine. The improved mold does not need to be ground, the process is shortened, and the processing cycle is shortened.
(3) Cost reduction. Eliminate grinding and grinding machines, reduce working hours and save energy (electric energy).
(4) Environmental changes. Reduce dust pollution, reduce the risk of workers suffering from pneumoconiosis; reduce noise and improve the comfort of the workshop.
4. Conclusion
Through a period of trial punching, it is proved that the improved mold effect is ideal, can meet the design requirements of the pattern, and has the effect of improving product quality and reducing costs and increasing efficiency. The application prospects are better and can be fully promoted.
references:
[1] Li Yuncheng. Mold Manufacturing Technology [M]. Beijing: Mechanical Industry Press, 2001.
[2] Fan Yihong. Stamping Die Technology [M]. Beijing: Mechanical Industry Press, 2004.
[3] Liu Xinzhi. Cold Stamping Process and Die Design [M]. Chongqing: Chongqing University Press, 2000.
Stainless steel tube is a hollow round steel tube, mainly used in petroleum, chemical, medical, food, light industry, machinery and instruments and other industrial pipes and mechanical structural components. In addition, bending, torsional strength of the same, lighter, so it is widely used in the manufacture of mechanical parts and engineering structures.Stainless steel Seamless Pipe production process: a. Round pipe preparation; b. Heating; c. Hot punch; d. Cutting head; e. Pickling; f. Grinding; g. Lubrication; h. Cold rolling process; i. Degreasing; j. Solution heat treatment; k. Straightening; l. Pipe cutting; m. Pickling; n. Product testing.
|
Product:Stainless Steel Pipe
|
|
Size:DN10-DN700
|
|
Materials: 321.304.304L.316.316L
|
|
Thickness: 2mm-50mm.
|
|
Standard:ASTM,JIS,DIN,GOST.......
|
|
Crafts: Hot-Rolled, Cold Drawn, Thermal Expansion, ERW, LSAW...
|
|
Connection: Welding,Threaded.
|
|
Package: Paint, Anti-rust oil, Canvas Packaging, According to customer requirements.
|
|
Brand Name: HY
|
|
Place of Origin: China (Mainland)
|
|
Certification: API 5L.ISO.UKS.SGS.BV
|
|
Application: Chemical, Water, Oil and gas, Electricity
|

Stainless Steel Pipe
Stainless Steel Pipe,Stainless Steel Tubing ,Steel Pipe ,Stainless Pipe
CANGZHOU HAOYUAN PIPE FITTINGS MFG CO.,LTD , https://www.pipefitting-china.com