2, the whole line beat balance
The whole line beat balance is a necessary measure to improve the efficiency of the cylinder flexible processing line. In the specific process of preparation, due to the principle of process concentration, process designers can divide the content of each process into two categories: one is based on product accuracy requirements and process order, and must be in the same process. The completed contents, for example, the crankshaft hole of the fine cylinder and the front and rear end faces of the finishing, are necessary to ensure the perpendicularity of the front and rear end faces and the crank hole, so that the content is completed in the same process. Other processing contents other than this belong to the second category. For example, the water pump bolt holes on the front and rear end faces, the drilling and tapping of the oil pump bolt holes are not fixed in a certain process, but have certain Adjustability. Therefore, it is suitable for the beat balance in the second type of processing content.
The cost of metal processing is divided into tool cost, raw material cost, personnel cost, equipment cost and other costs. They account for about 3% of total cost, 22% of raw materials, personnel cost, equipment cost and other costs. A total of 75%.
(1) Tool costs are reduced by 20%, and total cost can only be reduced by 0.6%.
Total cost = 3% × (1-20%) + 22% + 75% = 99.4%
(2) Tool life is increased by 2 times, and total cost can only be reduced by 1.5%.
Total cost = 3% / 2 = 22% + 75% = 98.5%
(3) Production efficiency increased by 20% and total cost decreased by 15%.
Total cost = 3% + 22% + 75% × (1-20%) = 85%
It can be clearly seen from the above three schemes for reducing production costs that increasing production efficiency is very effective in reducing processing costs.
Therefore, taking the optimization of the OP10 process shown in Table 1 as an example, when the machining tool parameters are changed, the machining tact time is changed from 1446 s (24.1 min) to 750 s, as shown in Table 3.
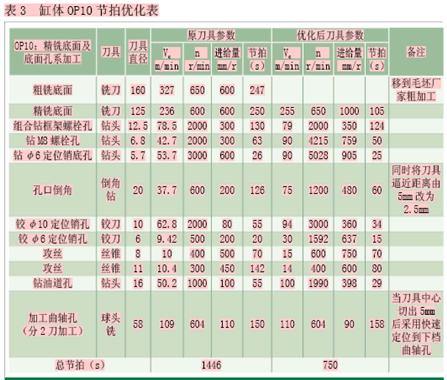
The overall idea of ​​this process optimization has two points. The first is to decompose the rough milling bottom surface to the blank supplier roughing, and the second is to reasonably improve the tool parameters and optimize the tool approach distance. The drill used in this process is made of domestic hard alloy (v=60~90m/min, fz=0.18~0.22mm/r), and the milling cutter is coated hard alloy (v=150~220m /min). , fz = 0.10 ~ 0.22 mm / r), reamer (v = 40 m / min, f = 0.10 mm / r), tap (v = 6 ~ 12 m / min).
After optimizing the other processes and balancing the beats, the production line not only shortens the processing cycle, but also reduces the number of operators. The line balance rate reaches 82.6%, and the production capacity also reaches 80 cylinders per day.
Previous Next
Click Floor,Mothproof Fireproof Durable,Indoor Click Vinyl,Easy Indoor Click Vinyl
DONGYANG MAOSHENG PLASTIC CO.,LTD , https://www.maoshengflooring.com